11.3 打印常见问题与解决方案
FDM打印可能会出现一些打印失败或者质量不够高的问题。下面仅列举几个常见的打印问题,更多问题可以去一些打印指南文档网站查找有无对应解决方法。
详细参考(3D打印质量故障排除指南):
打印机故障
喷头堵塞(Clogged Extruder)

喷头堵塞
大概率是喷嘴堵塞,而非前置区域(喉管)堵塞。检查是否是挤出力不足,在温度保持在打印温度区间时,用手轻推耗材丝。如果发现挤出仍然困难,用套筒扳手卸下喷嘴,再尝试轻推挤出。一般来说,喷嘴堵塞可以用丁烷火焰喷枪烧至耗材丝碳化解决。如果是喉管堵塞,疏通失败,可以考虑换一个喷头了。
挤出中止(Stops Extruding)
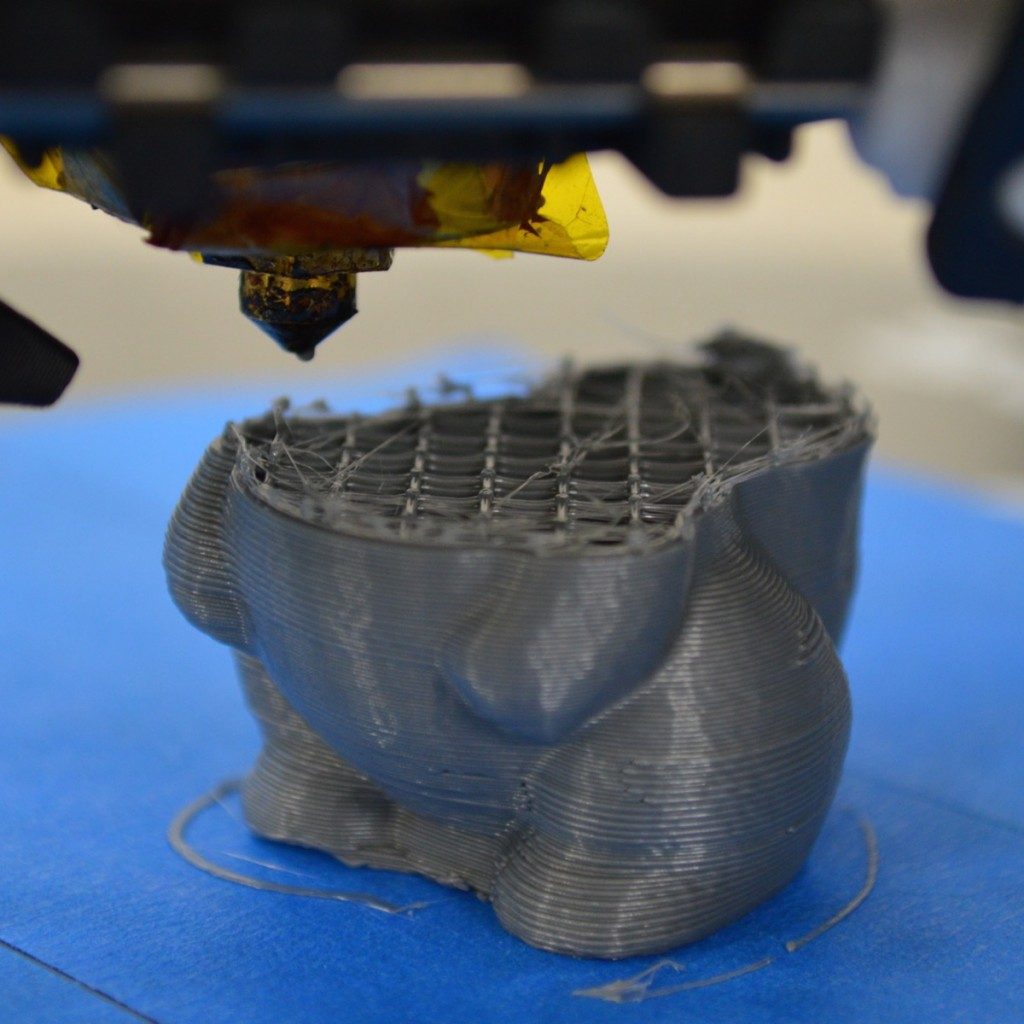
挤出中止
检查挤出机是否卡好,挤出齿轮是否紧压耗材丝。另一种可能性是挤出齿轮对耗材丝压力过大,将其磨断。如果不是挤出机问题,检查是否发生上面的喷头堵塞问题。
打印失败
首层脱离热床(Not Sticking to the Bed)

首层脱离热床
这也就意味着首层在平台上的附着力不够。大概率是调平不当导致的喷嘴与平台距离过大。其次有可能是因为首层打印速度过快,导致塑料还没来得及进行粘合附着就被冷却。可以尝试禁用打印机前几层的冷却风扇,以便初始层不会冷却得太快。
如果因为热床平台本身较脏,尝试用酒精擦拭平台表面,并使用固体胶,均匀涂在将要打印的位置,帮助粘合。
层移(Layer Shifting)
层移
可能是驱动热端移动的步进电机发生了丢步(因为撞击模型层上的凸出等原因)。打印速度过高时,步进电机可承受度扭矩较低,更容易发生丢步。因为大部分情况步进电机是开环控制的,外力使之丢步,系统无法补偿丢失的距离,所以会发生层移。
另外有可能是皮带过松导致的滑齿,皮带轮在旋转,但皮带没有移动;又或者是电机和皮带轮的连轴发生打滑,电机轴旋转而皮带轮不在旋转。这都有可能导致层移。
建议检查上述传动失效以及尝试降低打印速度。电气仓过热可能导致电机驱动发生故障,引起步进电机工作异常,不过概率较低。
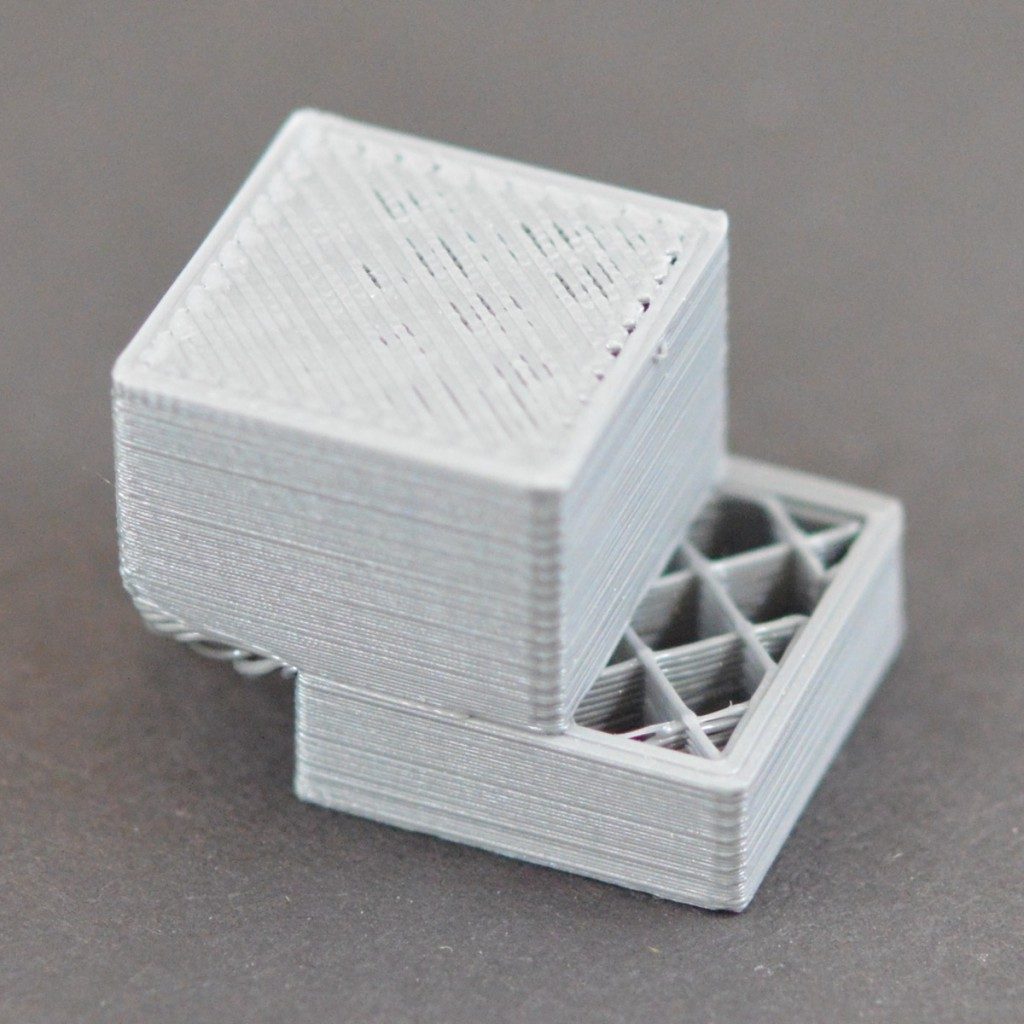
层间开裂(Layer Separation and Splitting)
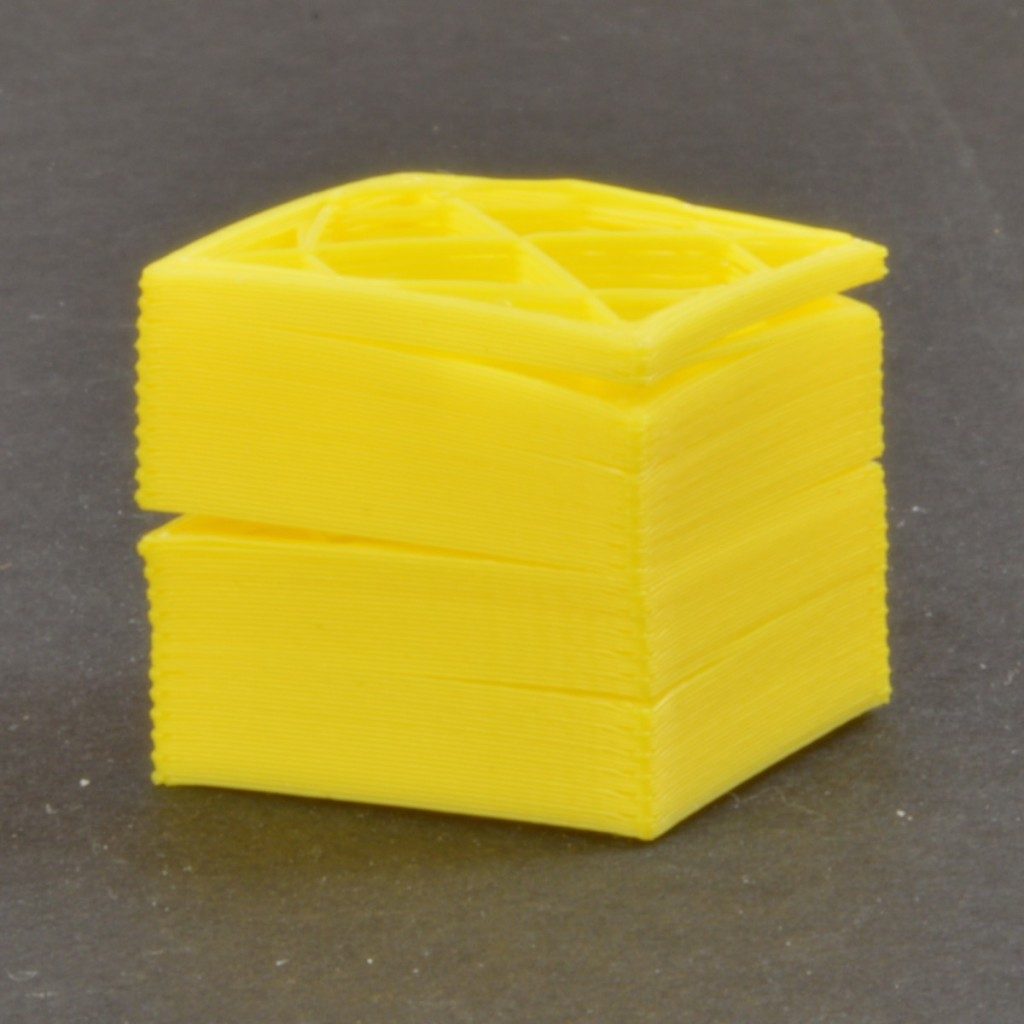
层间开裂
通常是因为打印温度太低导致的,高温更容易促进层间粘合。另外检查层高是否过大,过大的层高也会导致层间不容易粘合。
底部翘曲/翘边(Warping)
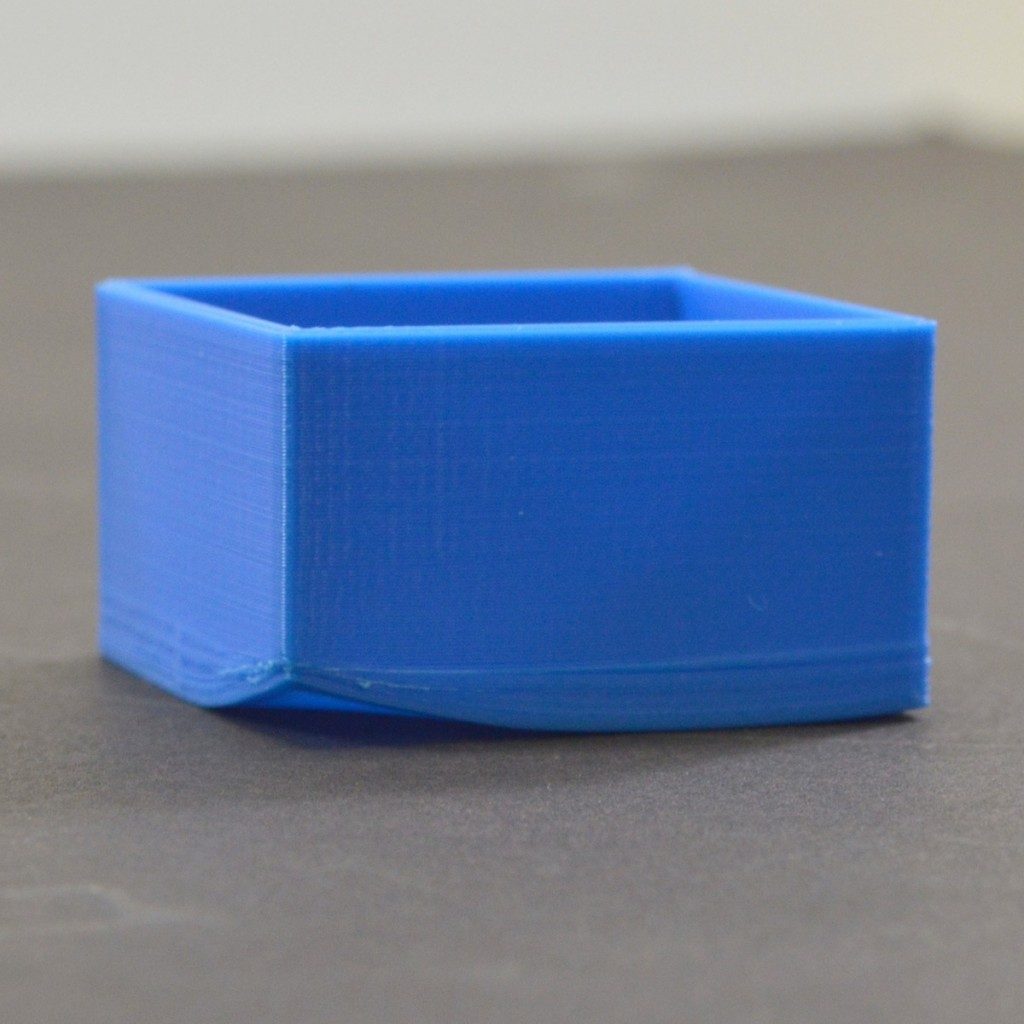
底部翘曲
翘边是非常常见的打印问题,在高温打印ABS时尤为常见,塑料冷却收缩产生的应力会逐渐将模型拉离热床平台。尽量保证仓温较高且热床温度较高,适当延缓底层的冷却收缩。另外可以禁用前几层的冷却风扇。另外,最好添加裙边(Skirt),或者用固体胶涂在打印平台上防止翘边
打印质量问题
使用质量较好的打印机,并确保调平等准备工作,通常来说不会发生直接翻车的情况,但是也会出现一些打印质量较低的问题,需要进一步调试。以下是常见的几种问题。
象脚(Elephant's foot)
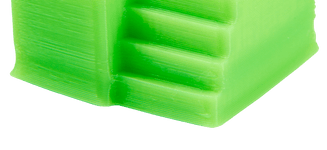
象脚
大概率是因为喷嘴距离热床太近,导致第一层被挤扁了。另外检查热床温度是否过高。过高的床温会导致塑料膨胀和变形。检查z轴高度是否影响太多,如果不影响可以用倒角刀去除象脚。
拉丝(Stringing or Oozing)
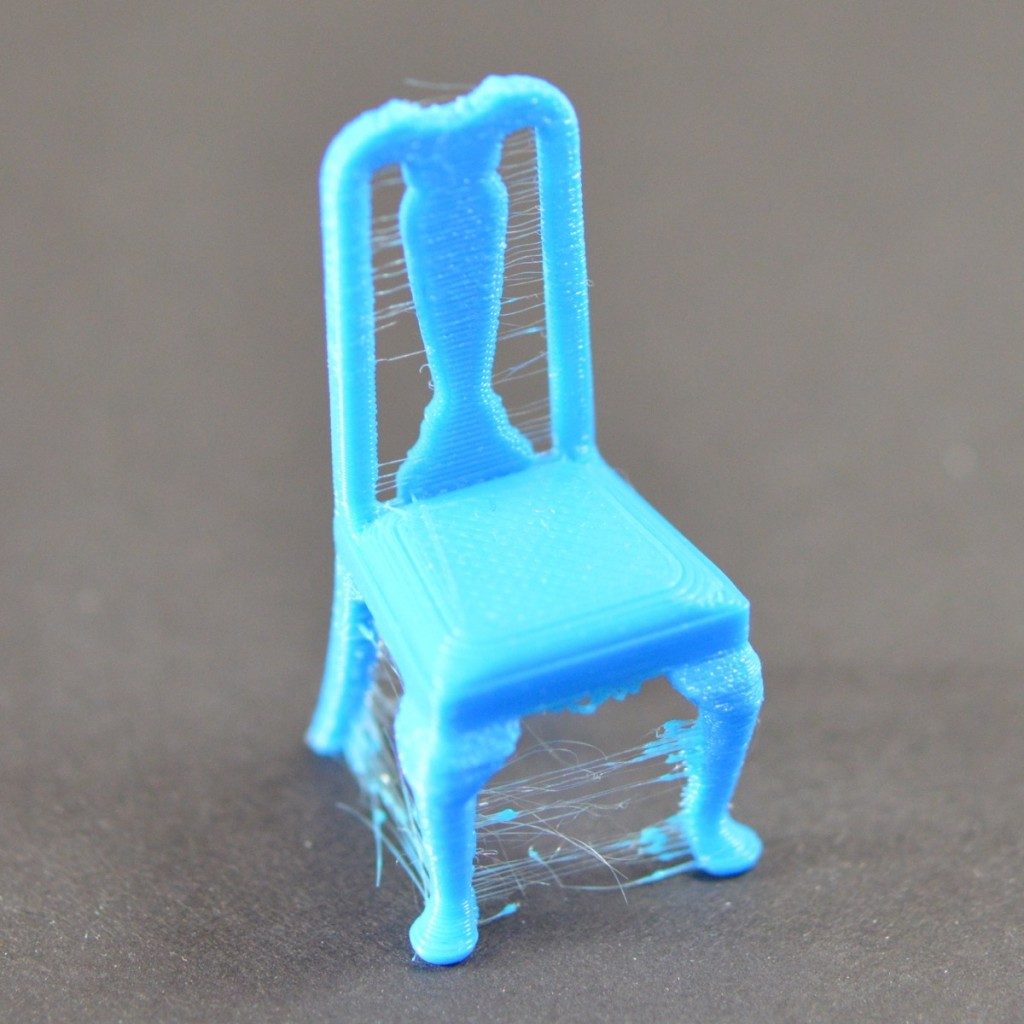
拉丝渗料
回抽距离/速度不足导致的喷头移动过程中仍然在渗料。同时可以尝试降低打印温度,减少耗材的流动性。
表面斑点和痘痘(Blobs and Zits)
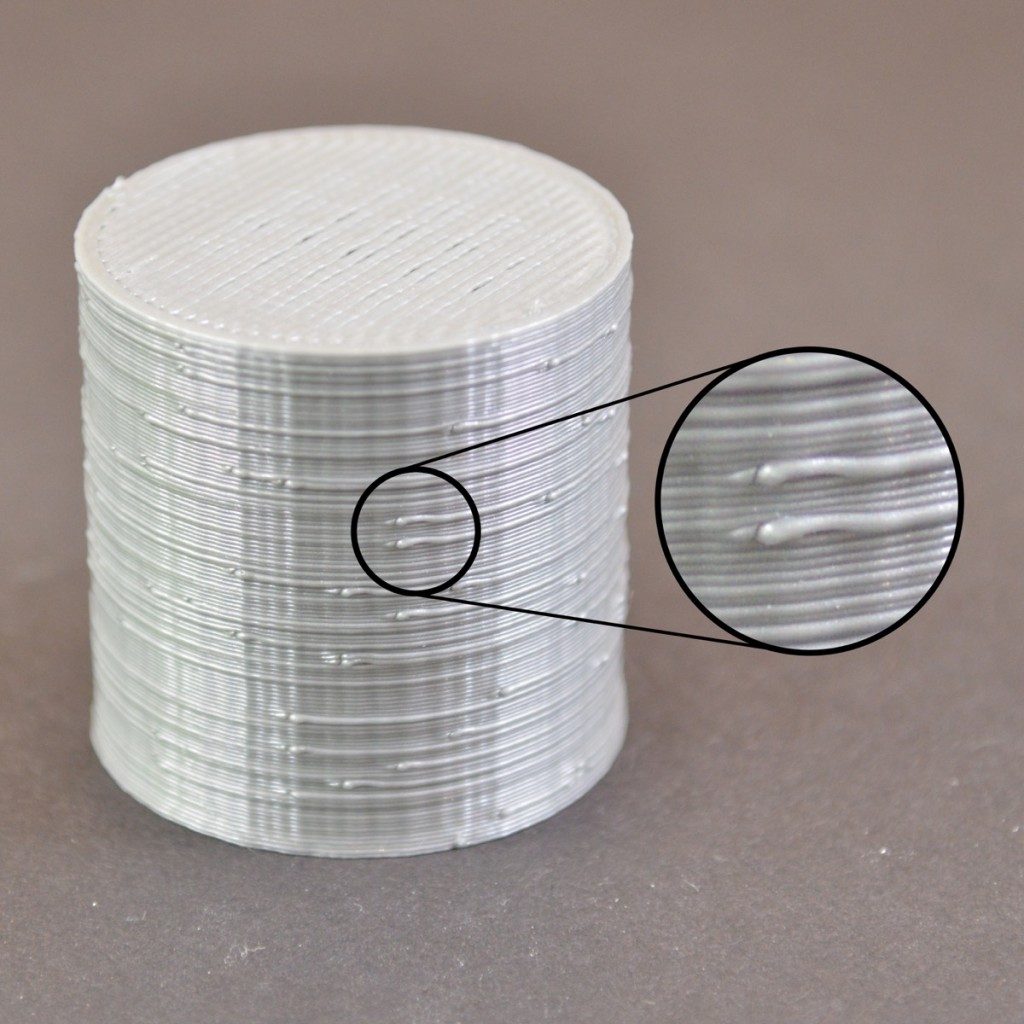
表面斑点
检擦回抽设置,避免不必要的回抽以及回抽过大。另外可以查看挤出量是否正确,如果不正确可以校正挤出。如果是在转角处棱角凸出,可以设置压力提前(参照11.4节调机指南)。
欠挤出(Under-extruding)

欠挤出
详情参考11.4节的挤出校正。